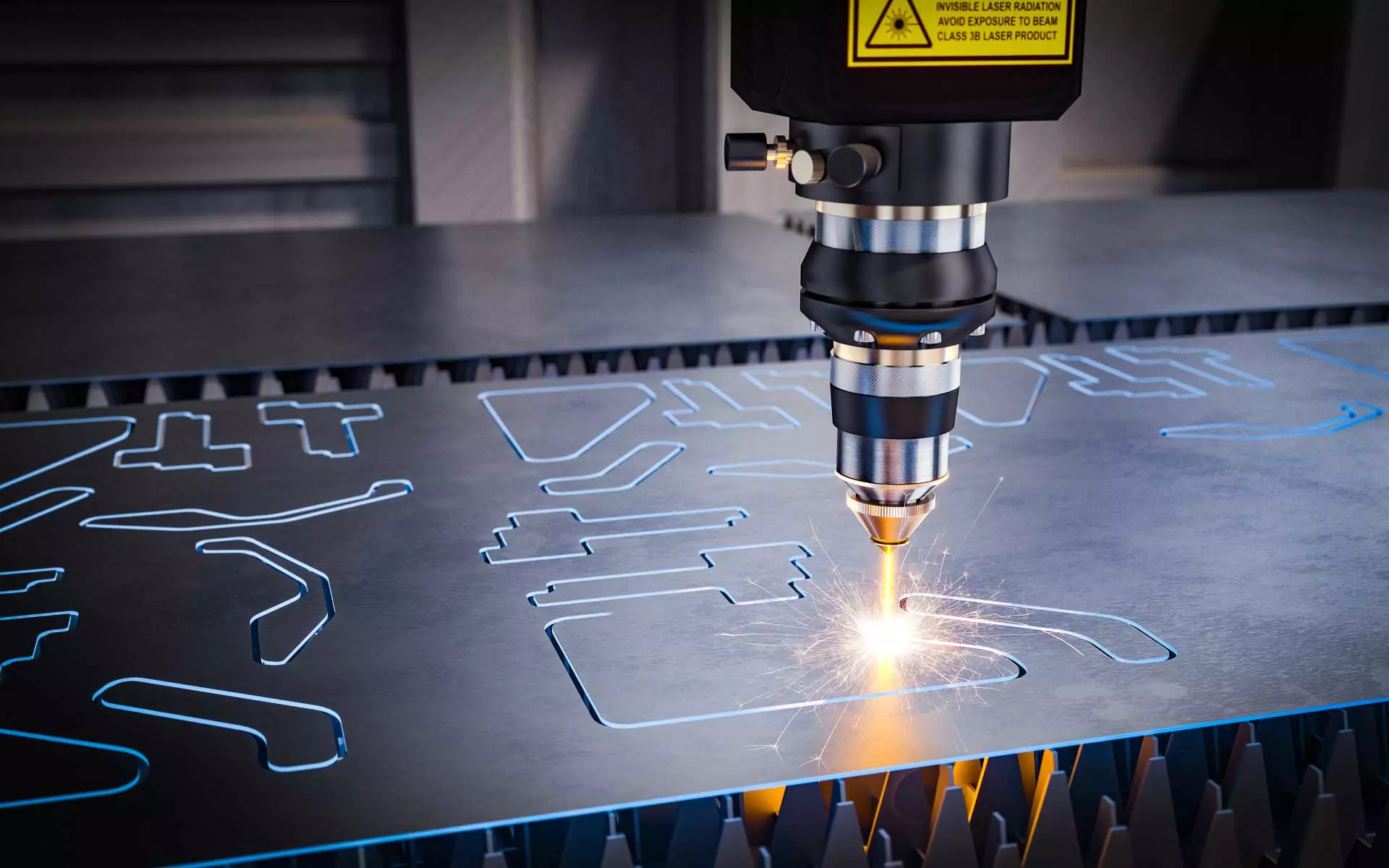
Deflecting and steering of laser beams are essential in laser machining. High quality optics ensure tight spatial beam profiles for superior results, as well as optimal fluences and pulse energies to maximize material removal rates.
An improved system may feature a fast beam steering module 12 equipped with at least one tilt mirror attached to a part carrier and used to deflect laser beam 14 in a generally lateral direction onto a workpiece.
An improved system may feature a fast beam steering module 12 equipped with at least one tilt mirror attached to a part carrier and used to deflect laser beam 14 in a generally lateral direction onto a workpiece.
Deflection of the laser beam
Laser beam deflection and steering is a key aspect of laser machining and micromachining, helping improve system performance, increase throughput and achieve improved process quality. Unfortunately, however, deflection processes may also become sources of heat within a laser system, potentially damaging workpieces in the process. Therefore, it’s crucial that all deflection systems be adequately cooled – this may involve using thermally stable mirrors or cooling the laser head head in order to prevent excessive deflection.
Laser micro-machining employs laser micro-diffraction limits as a measure of how far a beam may be deflected. A Hermite-Gaussian beam has an approximate mode area of 2m2.
Deflection systems can also be improved using diffractive phased array gratings powered by piezoelectric actuators, which can deflect laser beams by up to 20o in two dimensions. Furthermore, these diffraction gratings can also be designed so as to enable scanning in a modified raster scan pattern.
Laser systems may use tilt mirrors to deflect their laser beam in different directions, making this type of deflection particularly useful when drilling holes into flat surfaces such as PCB boards. They’re typically attached to mirror mounts which are rotated using an indexing mechanism; or combined with fast beam steering modules for greater indexing flexibility.
Laser machining presents several unique challenges, such as maintaining an optimal fluence for material removal. Too much fluence will be converted to heat and reduce overall laser efficiency while insufficient fluence results in reduced ablation rates. To maximize machining throughput, higher average output powers are necessary, which in turn requires longer repetition rates and higher average pulse durations; to maintain ideal machining conditions. To meet these requirements, new laser motion control techniques must also be put into practice to maintain optimal operating conditions.
Laser micro-machining employs laser micro-diffraction limits as a measure of how far a beam may be deflected. A Hermite-Gaussian beam has an approximate mode area of 2m2.
Deflection systems can also be improved using diffractive phased array gratings powered by piezoelectric actuators, which can deflect laser beams by up to 20o in two dimensions. Furthermore, these diffraction gratings can also be designed so as to enable scanning in a modified raster scan pattern.
Laser systems may use tilt mirrors to deflect their laser beam in different directions, making this type of deflection particularly useful when drilling holes into flat surfaces such as PCB boards. They’re typically attached to mirror mounts which are rotated using an indexing mechanism; or combined with fast beam steering modules for greater indexing flexibility.
Laser machining presents several unique challenges, such as maintaining an optimal fluence for material removal. Too much fluence will be converted to heat and reduce overall laser efficiency while insufficient fluence results in reduced ablation rates. To maximize machining throughput, higher average output powers are necessary, which in turn requires longer repetition rates and higher average pulse durations; to maintain ideal machining conditions. To meet these requirements, new laser motion control techniques must also be put into practice to maintain optimal operating conditions.
Deflection of the workpiece
Laser beam deflection and steering is of vital importance in micromachining applications such as laser micromachining. It impacts the spatial profile of material removed as well as the quality of laser output beam. As such, accurate motion control systems must be available. Various stepper motors and servos may be suitable; MKS Newport provides high-precision motion controls optimized specifically for laser micromachining that deliver exceptional performance by minimizing disturbance errors and increasing tracking capabilities.
One effective strategy to enhance laser micromachining efficiency is the implementation of a closed loop system for optical path deflection. This technology deflects laser beams away from their point of focus onto the workpiece, increasing throughput while decreasing energy consumption; plus it eliminates complex mirror corrections for easier use of larger apertures.
Static projection systems consisting of mask and stationary object are an alternative means of creating 2.5-D and 3-D structures and features. Their main advantages are accuracy, speed, flexibility and surface finishes that have low heat-affected zones while producing good repeatability – though diffraction limitations and being limited to 2.5-D may limit its application.
Key to improving laser machining quality is selecting an appropriate type of laser. Diode-pumped solid-state lasers, which produce continuous laser output with very short pulses, are often preferred as micromachining lasers because of their versatility; these lasers can be frequency converted for different wavelengths as well as adjusted to achieve higher fluence with lower repetition rates.
Titanium, stainless steel and a range of metal alloys make ideal lasers for laser machining, boasting properties relevant for laser processing such as light absorption/reflection/mechanical strength/oxidation resistance/coherence. Furthermore, these materials must possess the capacity to generate high intensity ultrashort pulses.
One effective strategy to enhance laser micromachining efficiency is the implementation of a closed loop system for optical path deflection. This technology deflects laser beams away from their point of focus onto the workpiece, increasing throughput while decreasing energy consumption; plus it eliminates complex mirror corrections for easier use of larger apertures.
Static projection systems consisting of mask and stationary object are an alternative means of creating 2.5-D and 3-D structures and features. Their main advantages are accuracy, speed, flexibility and surface finishes that have low heat-affected zones while producing good repeatability – though diffraction limitations and being limited to 2.5-D may limit its application.
Key to improving laser machining quality is selecting an appropriate type of laser. Diode-pumped solid-state lasers, which produce continuous laser output with very short pulses, are often preferred as micromachining lasers because of their versatility; these lasers can be frequency converted for different wavelengths as well as adjusted to achieve higher fluence with lower repetition rates.
Titanium, stainless steel and a range of metal alloys make ideal lasers for laser machining, boasting properties relevant for laser processing such as light absorption/reflection/mechanical strength/oxidation resistance/coherence. Furthermore, these materials must possess the capacity to generate high intensity ultrashort pulses.
Deflection of the scan lens
Laser machining has rapidly overtaken traditional mechanical processing techniques in terms of quality, features, and consistency, as it offers more reliable results with smaller features and no tool wear limitations. Furthermore, it provides an efficient non-contact process which does not limit material types or use. However, to optimize performance and achieve high-quality results it is crucial that users understand the relationships among average power, fluence, repetition rate, pulse energy, and pulse time to achieve optimum performance – this is especially relevant where deflected beams must be optimized using scan lenses.
As well as beam angular spread, each optical element between the laser and sample also plays a significant role in shaping machining outcomes. This is because these elements impact beam’s angular spread, shape and focus – as their presence will contribute to changing its angular spread, shape and focus over time. Poor surface quality elements or lack of clear aperture aperture may crop out parts of beam to introduce unwanted diffractive effects and undesirable machining characteristics into its output beam path.
Reaching the required level of machining quality requires careful coordination between the laser pulse train and motion control system, particularly if deflected by a scanning lens, and its movement syncronized with that of the workpiece – therefore laser machining systems require very precise motion control devices like servo-controlled roll feeders and rotary encoders for successful results.
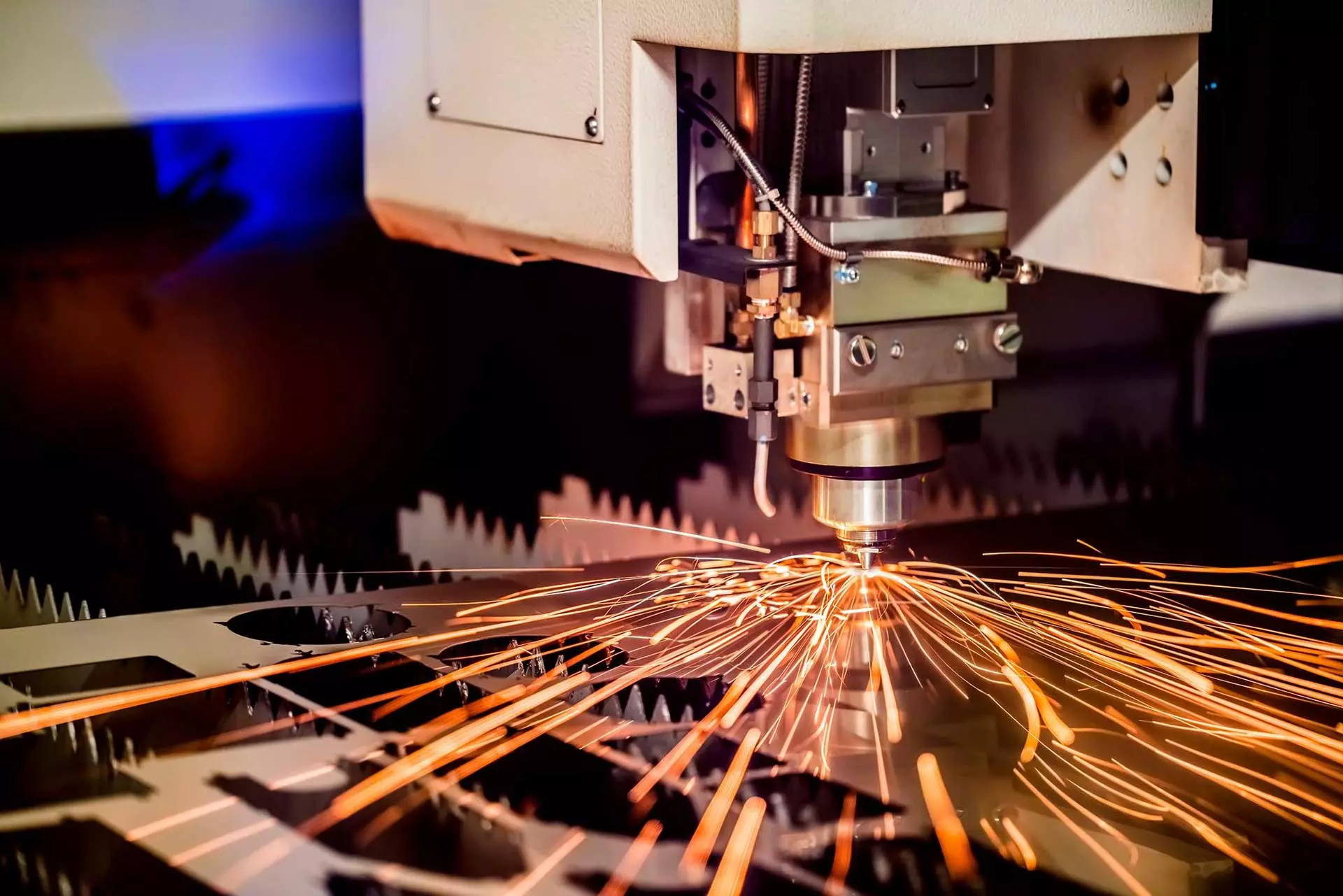
Laser cutting technology can be used to cut metals of various kinds, including stainless steel and titanium. Unlike conventional cutting methods, lasers do not generate heat that damages materials and affect their properties, creating cleaner edges with reduced stress and distortion compared to traditional methods. They’re even effective at cutting thin metals with high aspect ratios without impacting structural integrity of material – perfect for aerospace or automotive components applications! Additionally, laser marking and ablation allow instant removal of material without thermal stresses being produced – perfect for use when marking components that demand precise cuts like aerospace/automotive components!
As well as beam angular spread, each optical element between the laser and sample also plays a significant role in shaping machining outcomes. This is because these elements impact beam’s angular spread, shape and focus – as their presence will contribute to changing its angular spread, shape and focus over time. Poor surface quality elements or lack of clear aperture aperture may crop out parts of beam to introduce unwanted diffractive effects and undesirable machining characteristics into its output beam path.
Reaching the required level of machining quality requires careful coordination between the laser pulse train and motion control system, particularly if deflected by a scanning lens, and its movement syncronized with that of the workpiece – therefore laser machining systems require very precise motion control devices like servo-controlled roll feeders and rotary encoders for successful results.
Laser cutting technology can be used to cut metals of various kinds, including stainless steel and titanium. Unlike conventional cutting methods, lasers do not generate heat that damages materials and affect their properties, creating cleaner edges with reduced stress and distortion compared to traditional methods. They’re even effective at cutting thin metals with high aspect ratios without impacting structural integrity of material – perfect for aerospace or automotive components applications! Additionally, laser marking and ablation allow instant removal of material without thermal stresses being produced – perfect for use when marking components that demand precise cuts like aerospace/automotive components!
Deflection of the tilt mirror
Deflecting of tilt mirror is one of the key parameters in laser machining, as it defines both accuracy of laser beam at workpiece and amount of energy deposited on surface; particularly important when conducting microprocessing or ablation applications. Furthermore, tilt mirror determines axial positioning – with higher tilt angles resulting in more axial positioning errors while lower tilt angles lead to less.
To evaluate the optical performance of tilt mirrors, a sigmoid-shaped signal normalized to maximum peak intensity is employed as an indicator. This signal relates to factors like beam radius, beam profile and distance affected by the tilt. Slope and definition range of this sigmoid signal depend on several variables including beam radius, focal point position on workpiece as well as tilt mirror inclination.
For optimal accuracy, tilt mirrors must feature a stable base and good focusing capabilities. Therefore, to achieve high accuracy they are typically mounted onto either a prism or spherical lens – the latter’s effective diameter can be increased through prism attachment.
Comparative to traditional laser machining techniques, laser micromachining offers numerous advantages over its counterparts. It can create intricate 3-D features while reducing debris generated during laser ablation. However, these advantages come at the cost of laser processing – including both upfront costs for equipment as well as lost productivity due to downtime.
Newport offers several motion stages designed to support laser micromachining applications. Their DynamYX air-bearing stage, for example, has the capacity of reaching nanometer precision speeds at over 2 m/s using its advanced servo controller which uses algorithms and hardware to reduce disturbance errors while increasing tracking capabilities.
Use of galvo scanners combined with motion stages is another way to increase laser machining capabilities, as this combination creates a larger FOV than can be achieved using either element alone. Furthermore, motion stages allow stepwise stitching together of separate galvo FOVs into an overall larger one; this enables laser processing over large areas in one pass thereby significantly accelerating machining speed.
To evaluate the optical performance of tilt mirrors, a sigmoid-shaped signal normalized to maximum peak intensity is employed as an indicator. This signal relates to factors like beam radius, beam profile and distance affected by the tilt. Slope and definition range of this sigmoid signal depend on several variables including beam radius, focal point position on workpiece as well as tilt mirror inclination.
For optimal accuracy, tilt mirrors must feature a stable base and good focusing capabilities. Therefore, to achieve high accuracy they are typically mounted onto either a prism or spherical lens – the latter’s effective diameter can be increased through prism attachment.
Comparative to traditional laser machining techniques, laser micromachining offers numerous advantages over its counterparts. It can create intricate 3-D features while reducing debris generated during laser ablation. However, these advantages come at the cost of laser processing – including both upfront costs for equipment as well as lost productivity due to downtime.
Newport offers several motion stages designed to support laser micromachining applications. Their DynamYX air-bearing stage, for example, has the capacity of reaching nanometer precision speeds at over 2 m/s using its advanced servo controller which uses algorithms and hardware to reduce disturbance errors while increasing tracking capabilities.
Use of galvo scanners combined with motion stages is another way to increase laser machining capabilities, as this combination creates a larger FOV than can be achieved using either element alone. Furthermore, motion stages allow stepwise stitching together of separate galvo FOVs into an overall larger one; this enables laser processing over large areas in one pass thereby significantly accelerating machining speed.